Previous Issues Volume 1, Issue 1 - 2018
Forensic Engineering of Advanced Polymeric Materials. Part VI – Degradation of Polyester-based Materials Obtained by Different Processing Methods – Comparative Studies
Joanna Rydz1,2*, Jennifer Gonzalez Ausejo3 , Marta Musioł1 , Wanda Sikorska1 , Jakub Włodarczyk1 , Henryk Janeczek1 , Alena Šišková4 , Brian Johnston5 , Marek Kowalczuk1,5
1Centre of Polymer and Carbon Materials, Polish Academy of Sciences, 34, M. Curie-Sklodowska St., 41-819 Zabrze, Poland.
2Polymer Institute, Slovak Academy of Sciences, Dúbravská cesta 9/5799, 845 41 Bratislava, Slovakia.
3Polymers and Advanced Materials Group (PIMA), Universitat Jaume I, Avda. Vicent Sos Baynat s/n, 12071 Castellon, Spain.
4Institute of Material and Machine Mechanics, Slovak Academy of Science, Dúbravská cesta 9/6319, 845 13 Bratislava, Slovakia.
5University of Wolverhampton, Faculty of Science and Engineering, Department of Biology, Chemistry and Forensic Science, Wulfruna Street, Wolverhampton, WV1 1LY, UK.
Corresponding Author: Joanna Rydz, Centre of Polymer and Carbon Materials, Polish Academy of Sciences, 34, M. CurieSklodowska St., 41-819 Zabrze, Poland, Tel: +48 32 2716077; E-Mail: [email protected]
Received Date: 02 Mar 2018 Accepted Date: 30 Apr 2018 Published Date: 04 May 2018
Copyright © 2018 Joanna Rydz
Citation: Rydz J, Gonzalez Ausejo J, Musioł M, Sikorska W, et al. (2018). Forensic Engineering of Advanced Polymeric Materials. Part VI – Degradation of Polyester-based Materials Obtained by Different Processing Methods – Comparative Studies. Mathews J Foren. 1(1): 003.
ABSTRACT
Both ex-ante investigations as well as ex-post studies are needed in the area of advanced polymer materials, particularly (bio) degradable polymers, in order to increase efficiency and to define and minimise the potential failure of novel polymer products before and during specific applications. The after-use properties of such materials are also important and therefore in this study, the degradation of polylactide (PLA) films with different thickness and PLA-based films with poly[(R,S)-3-hydroxybutyrate] ((R,S)-PHB), both obtained by extrusion as well as samples of PLA and its blend with polyhydroxyalkanoate (PHA) obtained by 3D printing with different patterns (printing directions) were investigated. The materials were characterised by optical microscopy, gel permeation chromatography and differential scanning calorimetry analysis. The main aspect of this research is to elaborate on new strategies for the comprehensive characterisation of complex polymer systems obtained by different methods. Comparative studies have allowed conclusions to be drawn from research on various materials under similar conditions.
KEYWORDS
Rigid Film; Filament; Extrusion; Three-Dimensional Printing; Degradation; (Bio)degradable Polyester; PLA; PHA.
INTRODUCTION
Anthropological and Odontological Methods for age estimation The most common methods of plastic processing are extrusion and injection moulding. Extrusion is a plastic forming method in which plastic is melted and formed into a continuous profile, the molten plastic is then pushed through a twodimensional die opening to produces, for example, polymeric films. Injection moulding is a process were molten plastic is injected into one or more cavities in a three-dimensional (3D) mould. Unlike to the traditional extrusion method, this process can produce 3D shaped species. The extrusion method by which three-dimensional articles can be obtained is known as 3D printing, which is a fast-growing technology of new manufacturing process. Thermoplastic polymers are deposited during 3D printing layer by layer onto a platform. The extruder is made up of the printer head, nozzle and gear pump and all of these components work together to pass filament through a heating zone and then into the nozzle. Both extrusion and injection methods require specific conditions and characteristics, melt conditions or adhesion, of the polymers used are considered, otherwise problems such as sticking to the platform of a 3D printer or clogging of the nozzle can occur. [1] The properties of extruded or injection-moulded articles, such as the orientation of the polymer chain and the ratio of crystalline to amorphous phases, will depend on the conditions of the moulding operation as well as any thermal treatments used after forming. Depending on the process used, macro- or microscopic differences in the final products will appear. [2-4] Polyesters, such as polylactide or a group of polymers produced in nature by numerous microorganisms – polyhydroxyalkanoates, belong to a large class of (bio)degradable polymers. PLA and PHA are also thermoplastics, which are a group of polymers that can be processed by both extrusion and injection methods. [5] PLA is a synthetic polymer from a renewable monomer obtained from natural resources such as starch, sugar or cellulose. Polyhydroxyalkanoates are a family of polyesters consisting of over 150 different monomers. PHAs are obtained from bacterial fermentation of sugar or lipids and they are used by bacteria as a storage material. PLA and poly[(R)-3-hydroxybutyrate] (PHB, one of the PHA family), are both brittle at ambient temperature, but the addition of PHB into PLA improves elongation at break and eliminates its time dependency. Therefore, blending PHB and PLA eliminates the physical aging process and improves processing stability. Thus, from the viewpoint of improving the properties of materials, the blends or composites were used as (bio)degradable packages or as resorbable materials in the medical field (such as sutures, implants or capsules).[6-12] Processing can impact on the mechanical properties of polymers: multiple extrusions cause a decrease in viscosity and a reduction in the mean molar mass, which lowers the tensile strength at break [13]. Plasticised PLA showed a decrease in modulus and stress at break [14], although the multiple extrusions did not significantly affect degradation under abiotic conditions [15-17]. Mixing time, temperature and drying also influence the degradation of PLA-based materials [18].
Products made from (bio)degradable polymers after use are susceptible to organic recycling, which reduces the environmental impact of waste packaging and allows for the rational utilisation of these materials under composting conditions in accordance with new trends in the management of this type of waste. However, to make their use more efficient requires basic research to determine the relationship between the structure of such materials (including the topology of the macromolecules) properties and degradation mechanism. Such studies are necessary especially in view of the fact that bioassimilation of low molar mass degradation products are required. With detailed evaluation and understanding of the relationships between the structure, properties and behaviour before, during and after practical applications, the forensic engineering of advanced polymeric materials can provide versatile products. Classical forensic engineering is considered to be the investigation of materials, products, structures or components that fail or do not function as intended. Despite this, there are also opinions within the scientific community indicating the need to detect problems before they arise. Due to the wide spectrum of potential applications of (bio)degradable polymers in medicine, in the field of compostable polymer packages (especially of long-shelf life products such as cosmetics or household chemicals) as well as in agrichemical formulations, the forensic engineering of advanced polymeric materials can provide basic knowledge and a valuable service by increasing understanding and helping prevent future problems. Such a novel approach may help to design novel polymeric materials and avoid the failures of existing ones. [19-25]
Traditional polymer materials have an adverse effect on the environment. The environmental regulations of the European Union recommend the expanded use of (bio)degradable and/ or biobased polymers with a minimised carbon footprint. From the perspective of sustainable development, (bio)degradable polymers are considered as safe for the environment and they are an interesting alternative to conventional polymers. There is also a growing demand for (bio)degradable polymers that are designed as materials for applications with a specific lifetime. The lifetime of biodegradable polymers is based on the prediction of their degradation rate, taking into account all of the factors affecting this rate, such as the population of organisms in the environment, the type of polymer or polymers and the chemical structure and environmental conditions. A multitude of these factors and a fundamental understanding of the mechanisms and interactions during degradation, especially in the natural environment, means that at the moment existing models are not sufficiently advanced to be able to clearly determine the lifetime of the end product from biodegradable polymers by one unified theory. [26] The degradation time of polyesters, under conditions conducive to degradation, can be significantly different. Hydrolysis of poly(e-caprolactone) or polyhydroxyalkanoates can last for months or up to 2-4 years, depending on the molar mass and crystallinity, as opposed to poly (L-lactide), whose hydrolytic degradation occurs for several weeks or up to 5 years in a living organism. However, under industrial composting conditions the biodegradable polymers used fulfilled the degradation time required by EU regulation. [12, 27] In unfavourable conditions, this degradation time can be longer. There are currently challenges related to the design of materials that are stable in use and at the same time, susceptible to microbial attack during organic recycling. Thus, the main objective of this research on (bio)degradable polymer materials is to determine the degradation conditions during virtual testing. For each polymer application, understanding which materials are optimal for their purpose allows for the accurate prediction of their behaviour and performance over the polymer's lifecycle in real conditions. [23, 28-31] In the case of products with a long-shelf life, such as cosmetics, the use of biodegradable polymers as packaging is still negligible. There are not many different types of (bio) degradable polymers used for this purpose on the market. Therefore, the comprehensive characterisation of complex polymer systems obtained by various methods was undertaken to develop new strategies for selecting appropriate, tailormade materials for a specific applications as environmentally friendly cosmetic packages. The presented studies compare the degradation of materials obtained by two different extrusion techniques – traditional extrusion method and the 3D printing technology. Among the commercially available biodegradable polymers, those selected for the study were: (i) poly(L-lactide) (semicrystalline polylactide), (ii) blends based on poly(L-lactide) and synthetic poly[(R,S)-3-hydroxybutyrate] (synthetic polyhydroxyalkanoate, an analogue of the biobased one) and a blend based on poly(L-lactide) and bacterial polyhydroxyalkanoate. These polymers possess the correct properties to allow for processing using both traditional extrusion and 3D printing methods and they are also suitable for specific applications. In this instance we have taken into account the potential use of these polymers as cosmetics packaging.
MATERIALS AND METHODS The materials used in this study were: (i) poly(L-lactide) 30 µm and 40 µm thick films, a commercial product from NatureWorks LLC, USA that was kindly provided by Pakmar® (NatureWorks® PLA); (ii) PLA and PLA/(R,S)-PHB blends contained 3 mol%, 9 mol%, and 15 mol% of (R,S)-PHB component (calculated using NMR from the intensities of the protons of the methyl groups of the components), PLA, 97PLA/3(R,S)-PHB, 91PLA/9(R,S)-PHB and 85PLA/15(R,S)-PHB were prepared as 300 µm, and in case of PLA also as a 100 µm thick rigid film at the Institute for Engineering of Polymer Materials and Dyes (IMPIB Torun, Poland) under the MARGEN project [32]; (iii) two commercial 3D printing filaments, PLA filament (OrbiTech, Germany) and PLA/PHA blend filament (ColorFabb, The Netherlands) with 88 wt% of PLA the component (determined by TG analysis). The material characterisations have been previously described [33-35].
Fabrication of 3D-printed samples PLA and PLA/PHA dumbbell-shaped samples, type 1BA (ISO 527 standard [36]) were obtained using a fused deposition modelling printer (FLASHFORGE Dreamer dual extrusion 3D printer). Material preparation and characteristics were described by [35]. PLA and PLA/PHA samples obtained by 3D printing with the crisscross pattern had a thickness of 1.80 ± 0.01 mm and those with a transverse pattern had a thickness of 2.07 ± 0.01 mm.
Hydrolytic degradation under laboratory conditions For the degradation experiments, the samples were incubated at 70 0 C (± 0.5) over a period of 42 days. Degradation experiments were described by [33, 35, 37]. The dried films were weighed on an analytical electronic balance (Radwag WAS 160/X, repeatability 0.1 mg) to calculate the mass changes according to [15]. The molar mass loss was calculated according to [33].
Imaging of sample surfaces Macroscopic changes to the surface of the samples tested were visualised using a digital camera (Olympus E-410) while microscopic changes were analysed using an optical microscope. These analyses were performed using a Zeiss polarizing microscope (Opton-Axioplan) equipped with a Nikon Coolpix 4500 colour digital camera. Pictures were taken at a magnification of 120x.
Gel permeation chromatography analysis (GPC) The molar mass and molar-mass dispersity of the samples were determined using gel permeation chromatography conducted in chloroform solution at 35 oC with an eluent flow rate of 1 mL/min using a Viscotek VE 1122 solvent delivery system with a set of two PL-gel 5 μm MIXED-C ultrahigh efficiency columns (Polymer Laboratories) with a mixed bed and linear range of Mw 200-2000000. An isocratic pump (Spectra Physics 8800) as the solvent delivery system, differential refractive index detector stabilised to a temperature of 35 °C (Shodex SE 61) was applied. 10 μL of 0.5 % m/V sample solution was injected into the system. Polystyrene standards (Calibration Kit S-M-10, Polymer Laboratories) with narrow molar-mass distribution were used to generate a universal calibration curve. The samples were measured using OmniSEC 5.0 (Viscotek) software.
Differential scanning calorimetry (DSC) The thermal characteristics of the materials were obtained using a TA-DSC Q2000 apparatus (TA Instruments, Newcastle, DE, USA). The instrument was calibrated with high purity indium. The first heating run of the initial sample in which the thermal history is suppressed and the second heating run of the sample after rapid cooling were acquired from -30oC to 220oC at a heating rate of 10oC/min or 20oC/min. All of the experiments were performed under a nitrogen atmosphere with a nitrogen flow rate of 50 mL/min, using aluminium sample pans. The melting temperature (Tm) was taken as the peak temperature maximum of that melting endotherm, and the glass transition temperature (Tg) was taken as the midpoint of the heat capacity change of the amorphous sample obtained by quenching the melted samples from melt (220 °C).
RESULTS AND DISCUSSION
The degradation experiments of all samples in demineralised water at 70oC were carried out under laboratory conditions for a period of 42 days. The progress of the hydrolysis of materials was estimated by material examination and failure analysis (macro- and microscopic observations of the samples' surfaces), as well as changes in the specimen's mass and molar mass loss and thermal properties during the performed experiments. There are differences in the rate and the images of degradation of the materials obtained by various methods. There are also differences in the thickness of the materials which affects their properties.
Macroscopic visual evaluation of all the samples tested during the degradation showed erosion as disintegration of the samples (Figure 1).
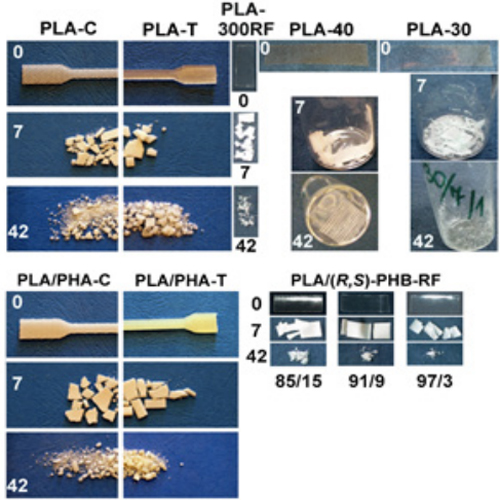
Figure 1: Macrographic images of the PLA and PLA/PHA samples obtained by 3D printing with crisscross (C) and transverse (T) patterns; 300 μm PLA, 97PLA/3(R,S)-PHB, 91PLA/9(R,S)-PHB and 85PLA/15(R,S)-PHB rigid films (RF) as well as 30 μm and 40 μm PLA films obtained by extrusion; before (0) and after 7 and 42 days of hydrolytic degradation test at 70oC.
Over time, the fragments of the specimens became smaller. Samples of PLA film thinner than 30 µm as well as those printed with crisscross patterns, gave finer fragments. A higher content of (R,S)-PHB in the blend resulted in a prolonged degradation time. Also at the beginning of degradation, the samples were tarnished. Transparent films became milky white and thicker 3D-printed samples changed into a milky whitishyellow. The decrease in the transparency of all of the studied samples during the degradation results either from molecular reorganisation or from an increase in irregularity due to the accelerated formation of new spherulites [33,34 and references therein].
The use of an optical microscope to monitor the degradation of the PLA-based materials allowed the tracking of changes on the surface of samples. The microscopic observation showed erosion through the cracking and the surface becoming rougher (Figure 2). After a longer period of degradation the degree of crystallinity (see Table 1) and therefore brittleness of the material increased and became stiffer and more susceptible to fractures.
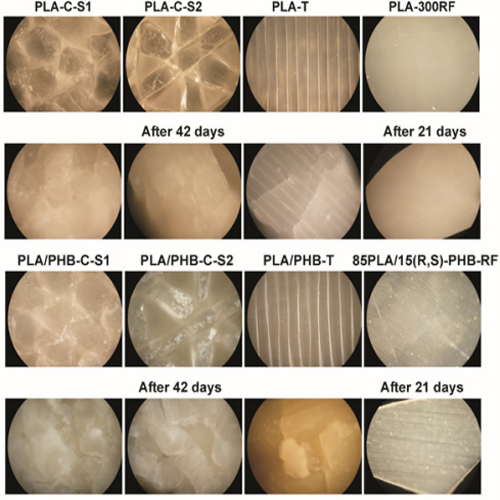
Figure 2: Selected photomicrographs (120x) of two surface layers of PLA and PLA/PHA samples obtained by 3D printing with crisscross (C) and transverse (T) patterns; 300 μm PLA and 85PLA/15(R,S)-PHB rigid films (RF) obtained by extrusion before and after 21 and 42 days of hydrolytic degradation test at 70oC.
The degradation process in demineralised water resulted in a decrease in the mass of the samples from the beginning of the experiments (Figure 3).
The mass loss of samples proceeds in the following order: PLA films (from the thinnest to the thickest)>PLA/(R,S)-PHB rigid films>3D printed samples, while molar mass loss with opposite order: 300 μm PLA rigid film>3D printed PLA sample with a transverse pattern>100 μm PLA rigid film>3D printed PLA sample with a crisscross pattern>40 μm PLA film>30 μm PLA film (Figure 4).
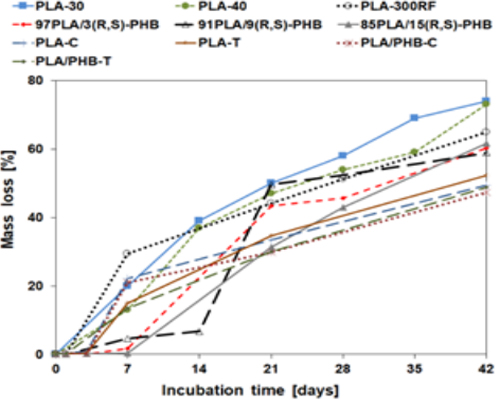
Figure 3: Mass loss of the PLA and PLA/PHA samples obtained by 3D printing with crisscross (C) and transverse (T) patterns; 300 µm PLA, 97PLA/3(R,S)-PHB, 91PLA/9(R,S)-PHB and 85PLA/15(R,S)-PHB rigid films (RF) as well as 30 µm and 40 µm PLA films obtained by extrusion as a function of incubation time during the degradation process at 70oC.
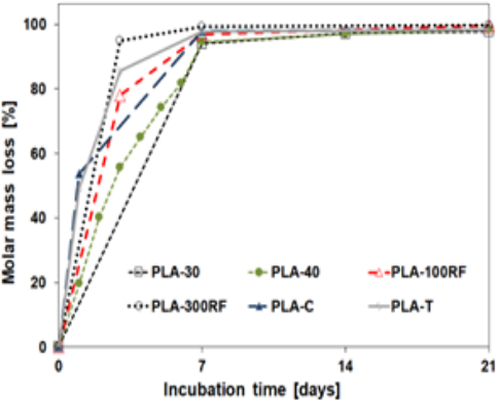
Figure 4: MNumber-average molar mass of the PLA samples obtained by 3D printing with crisscross (C) and transverse (T) patterns; the PLA 100 µm and 300 µm rigid films (RF) as well as 30 µm and 40 µm PLA films obtained by extrusion as a function of incubation time during the degradation process at 70oC.
The degradation process for a 300 µm thick rigid PLA film is faster than for the thin 30 µm PLA film. It is well known that sub-millimetre films degrade homogeneously and more slowly (erosion restricted at the surface) than devices with larger sizes. For a thinner film, the degradation products are more easily eluted from the polymer matrix, so mass loss is faster but slower molar mass loss occurs, whereas for a thicker film, the autocatalytic effect occurs and the degradation takes place in the whole polymer matrix. [33, 35 and references therein] It is also worth noting that the presence of a synthetic (R,S)-PHB component in the blend delayed the degradation time of the samples tested and lower mass loss was observed compared to PLA samples after the same incubation time[37].
The thermal properties of the materials during degradation were characterised by differential scanning calorimetry (Table 1).
Table 1: Different indicators of skeletal age for different age groups [15-28].
When growth has ceased, age estimation in adults is basically based on the degenerative changes of bone and teeth, which can be affected by pathology.
| Sample | PLA-C | PLA-T | PLA-RF | PLA-40 | PLA-C | PLA-T |
| Time [days] | 0 | 0 | 0 | 0 | 42 | 42 |
| Mw [g/mol] | 225,000 | 223,000 | 251,000 | 224,000 | N/D | 1,900 |
| I-heating run | ||||||
| Tm [°C] | 150.7 | 150.3 | 151.6 | 147.2 | 128.1 | 127.5 |
| ΔHm [J/g] | 0.98 | 1.83 | 3.7 | 13.38 | 49.24 | 58.30 |
| Tcc;[o C] | 118.0 | 122.7 | 128.9 | 128.2 | - | - |
| ΔHcc; [J/g] | -0.93 | -1.82 | -3.5 | -1.03 | - | - |
| II-heating run | ||||||
| Tg [°C] | 62.2 | 61.7 | 56.9 | 58.0 | 43.3 | 42.0 |
| Δcp [J/g°C] | 0.50 | 0.50 | N/D | N/D | 0.60 | 0.54 |
| Tm [oC] | - | - | 151.6 | 149.5 | 126.6 | 125.8 |
| ΔHm [J/g]ohn | - | - | 3.01 | 1.33 | 3.43 | 1.69 |
| Tcc[oC] | - | - | 130.2 | 128.1 | 110.5 | 110.5 |
| ΔHcc [J/g] | - | - | -3.0 | -1.05 | 3.22 | -1.67 |
| Sample | PLA/PHA-C | PLA/PHA-T | 85PLA/15(R,S)-PHB | PLA/PHA-C | PLA/PHA-T | 85PLA/15(R,S)-PHB |
| Time [days] | 0 | 0 | 0 | 42 | 42 | 21 |
| I-heating run | ||||||
| Tm [°C] | 153.5/172.2 | 154.0/172.6 | 151.8 | 123.2/147.0 | 123.1/147.1 | 128.6 |
| ΔHm [J/g] | 16.16 | 11.96 | 25.38 | 47.09 | 58.22 | 50.76 |
| T∞ [oC] | 116.5 | 125.9 | 99.2 | - | - | - |
| ΔHcc [J/g] | -16.70 | -11.79 | -22.69 | - | - | - |
| II-heating run | ||||||
| Tg [°C] | 1.9/62.8 | 1.9/60.4 | -2.5/49.7 | -9.6/30.5 | 31.5 | 33.7 |
| Δcp [J/g°C] | 0.04/0.49 | 0.04/0.49 | N/D | 0.03/0.57 | 0.56 | N/D |
| Tm [0C] | 153.4/172.4 | 152.8/174.5 | 151.2 | 114.6/120.3 | 115.33/120.9 | 128.1 |
| ΔHm [J/g] | 0.24 | 0.56 | 6.61 | 19.90 | 22.39 | 42.35 |
| Tcc [oC] | 136.8 | 141.5 | 126.6 | 98.1 | 97.7 | 85.4 |
| ΔHcc; [J/g] | -0.23 | -0.53 | -4.53 | -19.26 | -22.07 | -42.14 |
Mw – mass-average molar mass, Tg – glass transition temperature, Δcp – the increment of heat capacity at the glass transition, Tm – melting temperature, ΔHm – melting enthalpy, Tcc – maximum of the exothermic peak of the cold crystallisation temperature, ΔHcc – cold crystallisation enthalpy, N/D – not determined.
Plain PLA samples before degradation showed a higher melting temperature (I-heating run) than the components of the PLA/PHA and 85PLA/15(R,S)-PHB blends. A higher melting point means that there was more heat required to melt it from a solid to a liquid state and blends are more orderly. A melting enthalpy value (ΔHm) is related to the degree of crystallinity. For plain blends the ΔHm is also much higher compared to PLA samples. Melting temperature for the plain materials increases in the following order: 40 μm PLA film300 µm PLA rigid film>3D printed PLA sample with a crisscross pattern. The degradation rate of these samples also proceeds in a similar order because degradation occurs more easily in amorphous regions (see Figure 4). The maximum of the exothermic peak of the cold crystallisation temperature (Tcc, I-heating run) decreased for the plain PLA samples as follows: 300 μm PLA rigid film and 40 μm PLA film>3D printed PLA sample with transverse pattern>3D printed PLA sample with a crisscross pattern. The chains could begin to freely crystallise at lower temperatures for the crisscross pattern, where the contact time with the printer platform is longer, making the material more orderly. For the blend samples, the lowest Tcc was observed for 85PLA/15(R,S)-PHB, rigid film where the presence of (R,S)-PHB can not only plasticise but also initiate the crystallisation of the blend by induction/nucleation as the nucleation agent (μHcc is significantly higher while Tg , and Tcc are lower, Table 1). An increase in the cold crystallisation enthalpy with order: 85PLA/15(R,S)-PHB rigid film>3D printed PLA/PHA sample with a crisscross pattern>3D printed PLA/PHA sample with the transverse pattern indicates an increase in the number polymer of chains, especially that of 85PLA/15(R,S)-PHB rigid films that are involved in the crystallisation process, together with a decrease in Tg , which allows the crystallisation to begin at a lower temperature, thus extending its time.
CONCLUSIONS
Ex-ante examination to detect problems and define and minimise the potential failure of novel polymer products before they arise is essential for the forensic engineering of advanced polymeric materials. The performed studies have shown that the processing conditions lead to different thermal and mechanical interactions with the material, as well as causing changes to the material's properties during degradation. The beginning of disintegration and the way in which the samples disintegrate depends not only on the shap of the material, but also on the way it is obtained. The type of process and the contact time with higher temperatures during processing plays a significant role. With the extension of the degradation time, the degree of crystallinity, and thus the brittleness of the material increased and it becomes stiffer and more susceptible to fractures, in addition the surface becomes rougher and tarnished. It should be also remembered that PLA-based materials are degraded with the autocatalytic effect and degradation is depend on the thickness of the material.
ACKNOWLEDGMENTS
The work was supported by the National Scholarship Programme of the Slovak Republic for the support of mobility of students, PhD students, university teachers, researchers and artists. The authors would like to thank R. Malinowski of the IMPIB in Torun, Poland, for the preparation of PLA-based rigid films.
AUTHOR CONTRIBUTIONS
This manuscript was written through the contributions of all authors. Joanna Rydz contributed 60 %, while the other authors contributed within 40 % equally. All authors have given approval to the final version of the manuscript.
REFERENCES
- Wlodarczyk J, Sikorska W, Rydz J, Johnston B, et al. (2018). Chapter 6: 3D processing of PHA containing (bio)degradable materials. In Current advances in biopolymer processing & characterization. Koller M (Ed.). Bio-materials - properties, production and devices series. Nova Science Publishers New York, USA. 121-168.
- Rothen-Weinhold A, Besseghir K, Vuaridel E, Sublet E, et al. (1999). Injection-molding versus extrusion as manufacturing technique for the preparation of biodegradable implants. European Journal of Pharmaceutics and Biopharmaceutics. 48(2): 113-21.
- Rydz J, Wolna-Stypka K, Musiol M, Szeluga U, et al. (2013). Further evidence of polylactide degradation in paraffinand in selected protic media. A thermal analysis of erodedpolylactide films. Polymer Degradation and Stability. 98(8): 1450-1457.
- Rydz J, Musiol M and Janeczek H. (2015). Chapter 5: Thermal analysis in the study of polymer (bio) degradation. In Reactions and mechanisms in thermal analysis of materials. Tiwari A, Raj B (Eds). Materials degradation and failures series. Wiley-Scrivener Publishing LLC Beverly. US. 1st ed. 103-126.
- Aceleanu MI. (2016). Sustainability and competitiveness of Romanian farms through organic agriculture. Sustainability. 8(3): 245.
- Alexy P and Chodak I. (2014). Biodegradable materialsbased on PLA, PHB and their blends. 23-24.
- Rychter P, Biczak R, Herman B, Smylla A, et al. (2006). Environmental degradation of polyester blends containing atactic poly (3-hydroxybutyrate). Biodegradation in soil and ecotoxicological impact. Biomacromolecules. 7(11): 3125-3131.
- Rychter P, Biczak R, Herman B, Zawierucha I. (2011). Environmental degradation of aromatic-aliphatic polyester blends. Evaluation of degradation products in soil and their phytotoxicological impact. Polish Journal Environmental Study. 20(4): 293-298.
- Song JH, Murphy RJ, Narayan R and Davies GBH. (2009). Biodegradable and compostable alternatives to conventional plastics. Philosophical Transactions of the Royal Society B: Biological Sciences. 364: 2127-2139.
- Sikorska W, Musiol M, Nowak B, Pajak J, et al. (2015). Degradability of polylactide and its blend with poly [(R,S)- 3-hydroxybutyrate] in industrial composting and compost extract. International Biodeterioration and Biodegradation. 101: 32-41.
- Castro-Aguirre E, Auras R, Selke S, Rubino M, et al. (2017). Insights on the aerobic biodegradation of polymers by analysis of evolved carbon dioxide in simulated composting conditions. Polymer Degradation and Stability. 137: 251-271.
- Rydz J, Musiol M, Zawidlak-Wegrzynska B and Sikorska W. (2018). Chapter 14: Present and future of (bio) degradable polymers for food packaging applications. In A Grumezescu, AM Holban (Eds). Handbook of food bioengineering. Elsevier Academic Press Cambridge, MA, US. Vol. 20: 431-465.
- Silva Spinacé MA and de Paoli MA. Characterization of ply (ethylene therephtalate) after multiple processing cycles. (2001). Journal of Applied Polymer Science. 80(1): 20-25.
- Pillin I, Montrelay N and Grohens Y. (2006). Thermo-mechanical characterization of plasticized PLA: Is the miscibility the only significant factor? Polymer. 47(13): 4676- 4682.
- Sikorska W, Richert J, Rydz J, Musiol M, et al. (2012). Degradability studies of ply(L-lactide) after multi-reprocessing experiments in extruder. Polymer Degradation and Stability. 97: 1891-1897.
- Zenkiewicz M, Richert J, Rytlewski P, Moraczewski K, et al. (2009). Characterization of multi-extruded poly(lactic acid). Polymer testing. 28(4): 412-418
- Beltran FR, Lorenzo V, de la Orden MU and MartinezUrreaga J. (2016). Effect of different mechanical recycling process on the hydrolytic degradation of poly(L-lactic acid). Polymer Degradation and Stability. 133: 339-348.
- Le Marec PE, Ferry L, Quantin JC, Benezet JC, et al. (2014). Influence of melt processing conditions on poly(lactic acid) degradation: molar mass ditribution and crystallisation. Polymer Degradation and Stability. 110: 353-363.
- Ghanbarzadeh B and Almasi H. (2013). Chapter 6: Biodegradable polymers. In Biodegradation - Life of science. Chamy R and Rosenkranz F (Eds). InTech Rijeka, Croatia. 141-186.
- Sam ST, Nuradibah MA, Chin KM and Hani N. (2016). Chapter 6: Current application and challenges on packagingindustry based on natural polymer blending. InNatural polymers: Industry techniques and applications. Olatunji O (Ed.). Springer Switzerland. 163-184.
- Sikorska W, Rydz J, Wolna-Stypka K, Musiol Met al. (2017). Forensic engineering of advanced polymeric materials - Part V: Prediction studies of aliphatic-aromatic copolyester and polylactide commercial blends in view of potential applications as compostable cosmetic packages. Polymers. 9(7): 257.
- Kowalczuk MM. (2017). Forensic engineering of advanced polymeric materials. Mathews Journal of Forensic Research. 1(1): e001.
- Musiol M, Rydz J, Janeczek H, Radecka I, et al. (2017). Forensic engineering of advanced polymeric materials Part IV: Case study of oxo-degradable polyethene commercial bags - aging in biotic and abiotic environment. Waste Management. 64: 20-27.
- Rydz J, Zawidlak-Wegrzynska B and Christova D. (2015). Degradable Polymers. In Encyclopedia of Biomedical Polymers and Polymeric Biomaterials, Mishra MK (Ed.). Taylor & Francis Inc. CRC Press. pp. 2327-2349.
- Sikorska W, Musiol M, Zawidlak-Wegrzynska B and Rydz J. (2018). Compostable polymeric ecomaterials: environment-friendly waste management alternative to landfills. In Handbook of ecomaterials. Mart-nez LMT, Kharissova OV, Kharisov BI (Eds). Springer International Publishing AG. 31 pages.
- Laycock B, Nikolic M, Colwell JM, Gauthier E, et al. (2017). Lifetime prediction of biodegradable polymers. Progress in Polymer Science. 71: 144-189.
- Suuronen R, Pohjonen T, Hietanen J and Lindqvist C. (1998). A 5-year in vitro and in vivo study of the biodegradation of polylactide plates. Journal of Oral and Maxillofacial Surgery. 56(5): 604-64.
- Rydz J, Sikorska W, Kyulavska M and Christova D. (2015). Polyester-based (bio)degradable polymers as environmentally friendly materials for sustainable development. International Journal of Molecular Sciences. 16(1): 564- 596.
- Musiol M, Janeczek H, Jurczyk S, Kwiecien I, et al. (2015). (Bio)degradation studies of degradable polymer composites with jute in different environments. Fibers and Polymers. 16(6): 1362-1369.
- Kyulavska M, Toncheva-Moncheva N and Rydz J. (2018). Biobased polyamide ecomaterials and their susceptibility to biodegradation. In Handbook of ecomaterials. Mart-nez LMT, Kharissova OV, Kharisov BI (Eds). Springer International Publishing AG. 34 pages.
- Rydz J, Musiol M and Kowalczuk M. (2017). Polymers tailored for controlled (bio)degradation through end-group and in-chain functionalization. Current Organic Synthesis. 14(6): 768-777.
- Bartczak Z, Galeski A, Kowalczuk M, Sobota M, et al.(2013). Tough blends of poly(lactide) and amorphouspoly([R,S]- 3-hydroxy butyrate) - morphology and properties.European Polymer Journal. 49(11): 3630-3641.
- Rydz J, Adamus G, Wolna-Stypka K, Marcinkowski A, etal. (2013). Degradation of polylactide in paraffin and selected protic media. Polymer Degradation and Stability. 98(1): 316-324.
- Rydz J, Wolna-Stypka K, Adamus G, Janeczek H, et al. (2015). Forensic engineering of advanced polymeric materials. Part 1 - Degradation studies of polylactide blends with atactic poly[(R,S)-3-hydroxybutyrate] in paraffin. Chemical and Biochemical Engineering Quarterly. 29(2): 247-259.
- Gonzalez-Ausejo J, Rydz J, Musiol M, Sikorska W, et al. (2018). Comparative study of three-dimensional printing directions: Degradation and toxicological profile of PLA/ PHA blend, Polymer Degradation and Stability. Accepted.
- ISO 527-2. (2012). Tensile Testing of Moulding and Extrusion Plastics.
- Musiol M, Sikorska W, Adamus G, Janeczek H, et al. (2016). (Bio)degradable polymers as a potential material for food packaging: studies on the (bio)degradation process of PLA/(R,S)-PHB rigid foils under industrial composting conditions. European Food Research and Technology. 242(6): 815-823.