Previous Issues Volume 1, Issue 2 - 2016
Acid-Coagulated Cheese Making by Streptococcus Thermophilus and Lactobacillus Delbrueckii Subsp. Bulgaricus Fermetation as a Helpful Technology
Ming Du2, Maolin Tu1, Ke Liu1, Xiyuan Lu1, Lanwei Zhang1, Zhenyu Wang2, Cong Wang2
1Department of Food Science and Engineering, Harbin Institute of Technology, Harbin 150090, China.
2School of Food Science and Technology, Dalian Polytechnic University, Dalian 116034, China.
Corresponding Author:Ming Du, School of Food Science and Technology, Dalian Polytechnic University, Dalian 116034, China, Tel: +86-411-86332275; E-Mail:[email protected]
Received Date: 01 Oct 2016 Accepted Date: 05 Dec 2016 Published Date: 09 Dec 2016
Copyright © 2016 Momcilovic B
Citation:Du M, Tu M, Liu K, Lu X, et al. (2016). Acid-coagulated Cheese Making by Streptococcus Thermophilus and Lactobacillus Delbrueckii Subsp. Bulgaricus Fermetation as a Helpful Technology. Mathews J Nutr Diet. 1(2): 010.
ABSTRACT
Acid coagulated cheese plays an important role in the food of peoples living in the areas or counties with large amount of fresh milk production. The quality and safety could not be guaranteed by the present traditional processing technologies with natural fermentation. In the present study, five different kinds of lactobacteria mixtures were used as the starters of the acid coagulated cheese. To determine better starter, the effects of the five groups of starters were compared and then the processing parameters of the cheese were optimized. The starter consists of two kind of Streptococcus thermophilus (SP1.1:TM11) and Lactobacillus delbrueckii subsp. bulgaricus (34.5) with a mass ration of starter powders of SP1.1 and TM11 to 34.5 is 90: 10: 1, which was proved to be the best starter mixtures. The cheese made according to the optimal processing parameters, starter addition 0.003%, fermentation temperature 40o C, CaCl2 0.03% and the appropriate cutting time is 0.5 h when the pH value of whey reached 4.6, showed better properities. These results will provide some fundamental data to promote the industrialization process of the traditional acid coagulated cheese with manufactured lactobacterial starters.
KEYWORDS
Acid Coagulated Cheese; Lactobacteria; Starter; Cutting; Processing Parameters.
INTRODUCTION
Acid coagulated cheese is a kind of fresh cheese and well known for its smooth texture, sour taste and distinctive flavor [1]. Different from enzyme coagulated cheese, the curdling of milk in acid coagulated cheese relies on the acid produced by lactobateria or the addiction of edible acid [2,3]. Acid coagulated cheese is a traditional food in many minorities in China or many areas famous for raw milk production, including the milk lump in Xinjiang Kazakhs, the milk tofu in Mongolia, Qula in Tibet, the milk cake in Yunnan Yi and the dairy fan in Yunnan Bai [4]. Acid coagulated cheese is about 25% percent of the total amount of the global cheese products, which indicates its important role in the cheese industry [5]. Also, acid coagulated cheese will be well developed due to its simple process, low-intensity labor, low costs and high production efficiency [6]. However, in the traditional process, the acid coagulated cheese will be naturally fermented. The bacteria compositions in atmosphere in different areas are varied significantly, the processing technology varied in tools and container, temperature, processing parameters, etc, in different scale household workshop, and these conditions contribute to the varied product qualities, especially on the aspects of flavor, taste, texture and shelf life [3,7,8]. In this present study, the optional compound strains for acid coagulated cheese making was determined from five different compound lactic acid bacteria, and the optional processing parameters were investigated by designing orthogonal experiments, which provides theoretical directions for large-scale industrial production.
MATERIALS AND METHODS
Materials
Skimmed milk powder and raw milk was purchased from Nestle dairy industry (Heilongjiang, China). Gauze was purchased in the market (Harbin, Heilongjiang, China). Electric heating constant temperature water bath pot (HWS24, Yiheng, Shanghai, China), clean bench (SW-CJ-IFO, Qiaoyue, Shanghai, China), electronic balance (ALC-210, Sartorius, Shanghai, China) and electric heating constant temperature incubator (DHP- 9272, Yiheng, Shanghai, China) were used. Some devices used in cheese making were all self-made, including cheese vat in which the curd is formed and cut or broken, cheese cutter or knife which is used to cut the milk curd to release the milk whey, and cheese squeezing device used to remove the water in the cheese.
Strains and Culture Conditions
The compound strains (Table 1) of Streptococcus thermophilus and Lactobacillus delbrueckii subsp. bulgaricus were isolated from traditional fermentation milks, kumiss in Xinjiang Province and fermented yak's milk in Qinghai province in China, using spread plate technique, and identified according to the results of Gram stain reaction, catalase reaction and carbohydrate fermentation patterns using Biolog System (Biolog Inc, Hayward, CA, USA). The strains were routinely propagated in Man-Rogosa-Sharpe (MRS) broth and stored at -80? in MRS broth containing 20% (v/v) glycerol. All the strains were preserved in the laboratory of Department of Food Science and Engineering at Harbin Institute of Technology
Table 1: Compositions and proportions of compound strains.
| Number | Strain types | Proportions (mass ration of starter powders ) |
|---|---|---|
| 1# | Streptococcus 01: Streptococcus 03: Lactobacillus 01 | 50:50:1 |
| 2# | Streptococcus 01: Streptococcus SP1.1: Lactobacillus 3 4.5 | 50:50:1 |
| 3# | Streptococcus 03: Lactobacillus 01 | 100:1 |
| 4# | Streptococcus 03: Streptococcus TM11: Lactobacillus 34.5 | 90:10:1 |
| 5# | Streptococcus SP1.1: Streptococcus TM11: Lactobacillus 34.5 | 90:10:1 |
Acid Coagulated Cheese Production Process
According to the previous study, the processing procedures (flow chart) were applied with minor modifications[9]. The raw milk was sterilized at 75? for 20 s, then adding mixed lacto bacteria starters in the sterilized milk after cooling at 40~42?, cutting the curdle after a certain time, according to conditions of the curdle. The cheese would be made after expelling milk whey and squeezing to gain the favourite texture. The pH value and the absorbance value (OD) of whey were chosen to evaluate the optimal compound strains and cutting time [10, 11]. The acidity meter (PB-10 AG, Sartorius, Shanghai, China) was used to evaluate milk pH value directly every an hour. The absorbance of whey was measured at 500nm using spectrophotometer (UV-2800, UNICO, Shanghai, China) every half an hour. These OD values will give the evidences of the variations of cheese curding performance status, production yield and the loss of protein.
Orthogonal Experiments
To determine optimal processing techniques, the fermentation processing parameters including starter strains amount (Factor A), fermentation temperature (Factor B) and CaCl2 addiction (Factor C) were used to design three-factor three-level orthogonal experiments, adopting the former three columns of L9(34) [12, 13].
Sensory Evaluation
The sterilized raw milk was fermented until the pH value reached 4.6. Then the curd was incised and expelling whey was followed by squeezing. The product was refrigerated at 4? for 24 hours before used for sensory evaluation. The total number of this evaluation crew was 8. Evaluating criteria was showed on Table 2 [14].
Table 2: Acid coagulated cheese evaluating criteria.
| Evaluating items | Descriptions | Evaluating skills | Scores |
| Pressing hardness | Use your fingers to compress the sample completely | Squeeze the sample with a finger (middle finger/thumb/ index finger) | 10 |
| Pressing resilience | The amount of reversion after finger compressing | Use fingers to squeeze the sample to 30% depressed | 10 |
| Hardness | Require teeth to bite through the sample | Completely bite through the sample | 10 |
| Factorability | The amount of fracture in the chewing sample | Chew sample 5 times | 10 |
| Cohesiveness | The degree of cohesiveness in the chewing sample | Chew sample 5 times | 10 |
| Chewing smooth degree | The degree of satiny on the sample surface after chewing | Chew sample 5 times | 10 |
| Resorting smooth degree | Oral surface retention smooth degree after spitting out | Chew sample 5 times | 10 |
| Acidity | The suitability of the mouth feeling sour | Chew sample 5 times | 10 |
| Fragrancy | The fragrancy in the oral cavity | Chew sample 5 times | 10 |
| Savour | The residual aroma after spitting out | Feel 10 seconds after spitting out | 10 |
RESULTS AND DISCUSSIONS
Fermentation Properties of Different Complex Strains Changes of pH during fermentation of five complex strains were showed in Figure 1. As for the 1# compound strains, the pH decreased quickly during the first 3 h and then decreased slowly. After 9 h of fermentation, the pH was kept around 5.0, which is difficult to reach the casein isoelectric point. During 2 h to 6 h of fermentation, the 2#, 3#, 4# and 5# compound strains produce lactic acid rapidly and led to the pH decrease quickly. After 6 h, the pH declined slowly for 2#, 3#, 4# and 5# compound strains. Among these groups, the pH of 5# compound strains decreased slower than the others, which is helpful to avoid the cheese becoming too sour to taste.
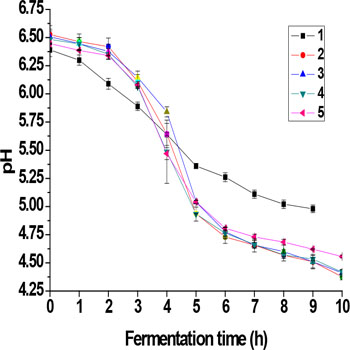
Figure 1: Changes of pH during fermentation. 1~5 represents the group 1 to group 5 with different compositions of Lactococcus and Lactobacillus, respectively.
Effects of Different Compound Strains on the Product yield There was no whey released in group 1# during the fermentation, which may be caused by the small amount of lactic acid yield by complex strains. The absorbance at 500 nm of the whey in other samples are showed in (Figure 2). As for the sample 5#, the OD value was 0.09, which was less than a half of the others' minimum value 0.197. It is well known that OD values could reflect the conditions of cheese curdling, product yield and the loss of protein, the smaller OD value indicates the higher product yield and less loss of protein. So, these results can be considered as a signal of judging the curding time.
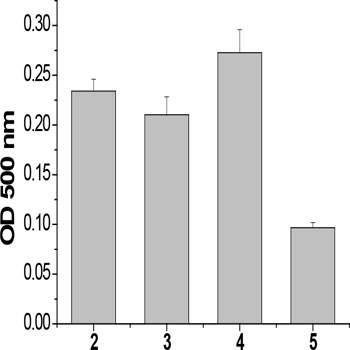
Figure 2: The OD value when the pH of whey declines to 4.6.
Under the controlled conditions, the effects of lactic acid bacteria as starter on the production of fresh cheeses at small industrial scale have been reported. We can know that the each lactobacterial strain in mixed cultures is attributed to the chemical, rheological and processing parameters of produced cheeses [15]. Therefore, Streptococcus thermophilus (SP1.1:TM11) and Lactobacillus delbrueckii subsp. bulgaricus (34.5) used in the present study play different roles in cheese making, the lactobacilli strains and lactococcus strains are inclined to the contributions of lacto acid and stickiness, respectively.
Determination of the Cutting Operation
As shown in Figure 3, the turbidness for each sample decreased with the fermentation procession, it was time for cutting for the curd of 3# sample based on the comprehensive consideration of cheese acidity and production rate. For the 4# fermentation sample, the turbidness keeps decreasing when the pH reaches 4.6, and then, the OD fluctuated but finally declined. Accordingly, when the pH of whey decreased to 4.6, it is time for cutting for the 4# curd. And for the 5# compound strains, its OD fluctuated in a small range when the pH declined to 4.6. So it could be cut at that time point.
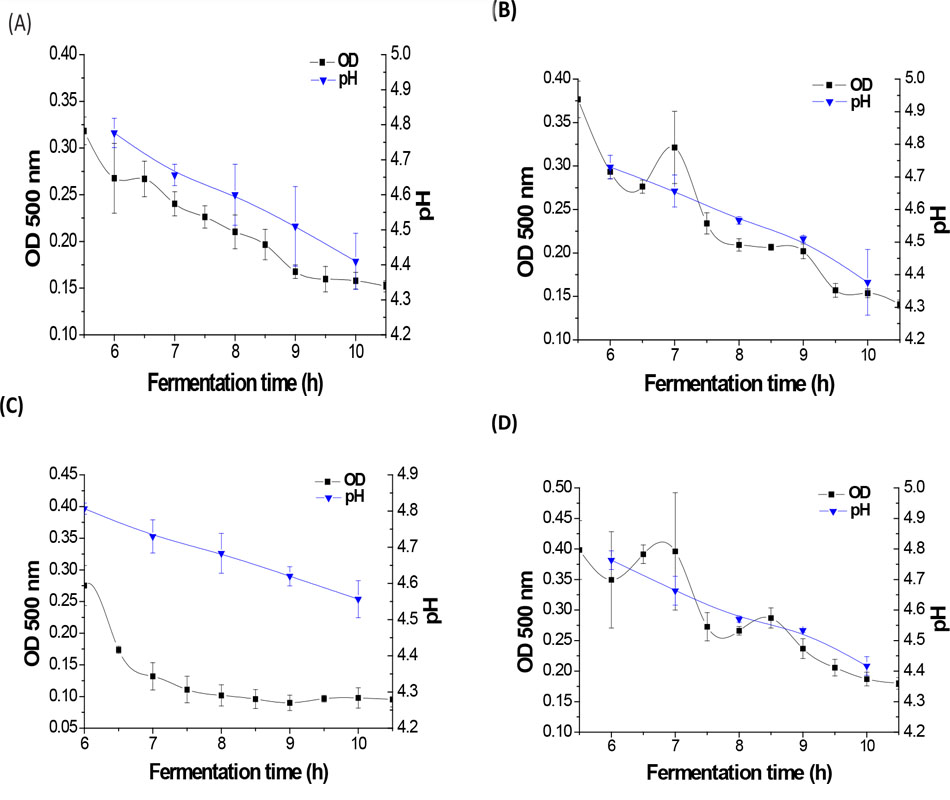
Figure 3: Changes of OD and pH during fermentation. (A) 2# compound strains; (B) 3# compound strains; (C) 4# compound strains; (D) 5# compound strains.
Fermentation Process Optimization
In general, acid-coagulated cheeses made by different processing parameters have different physical, chemical and sensory characteristics in the world. The effects of processing parameters on chemical properties, aroma compounds and sensory properties of several acid-coagulated cheeses have been extensively studied [16-18]. In the present study, effects of the lactobacteria strains, fermentation temperature and CaCl2 addition on the sensory scores of the acid coagulated cheese are shown in the (Table 3 and 4). Table 3 is the range analysis of the effect of different treatments on the sensory scores of the acid coagulated cheese, which indicates that the importance sequence of the three factors is: strains addition > fermentation temperature > CaCl2. Table 4 indicates that the strains addition has significant impact on the sensory scores of the acid-coagulate cheese (p< 0.05), while the other two factors have no significant impact on the sensory scores of acid-coagulated cheese (p>0.05). According these results, the optimal processing parameters are strains addition 0.003%, fermentation temperature 40o C and CaCl20.03%.
Table 3: Impacts of processing parameters on the sensory of acid-coagulated cheese
| A | B | C | D | Average score | |
| Number | Strains addition | Fermentation temperature | CaCl2 | Blank control | |
| 1 | 0.002% | 37 | 0.01% | 1 | 50.3 |
| 2 | 0.002% | 40 | 0.02% | 2 52.1 | |
| 3 | 0.002% | 43 | 0.03% | 3 | 52.5 |
| 4 | 0.003% | 37 | 0.02% | 3 | 67.7 |
| 5 | 0.003% | 40 | 0.03% | 1 | 70.1 |
| 6 | 0.003% | 43 | 0.01% | 2 | 65.4 |
| 7 | 0.004% | 37 | 0.03% | 2 | 57.2 |
| 8 | 0.004% | 40 | 0.01% | 3 | 56.1 |
| 9 | 0.004% | 43 | 0.02% | 1 | 50.1 |
| K1 | 154.9 | 175.2 | 171.8 | 170.5 | |
| K2 | 203.2 | 178.3 | 169.9 | 174.7 | |
| K3 | 163.4 | 168.0 | 179.8 | 176.3 | |
| k1 | 51.633 | 58.400 | 57.267 | 56.833 | |
| k2 | 67.733 | 59.433 | 56.633 | 58.233 | |
| k3 | 54.467 | 3.433 | 3.300 | 1.934 | |
| R | 16.100 | 3.433 | 3.300 | 1.934 |
Note: A, the addition amount of starters (%); B, temperature of fermentation (oC); C, the addition amount of CaCl2 (%); D, the control group in orthogonal experiment. K1, K2 and K3 indicates the sum of the test results when the factor level is 0.002%, 0.003% and 0.004%, respectively, in a certain factor group. k1, k2, k3 indicates the average value of the K1, K2 and K3, respectively. R indicates the maximum value of each factor minus the minimum value in a certain factor group
Table 4: Variance analysis of the impacts of processing parameters on the sensory scores of acid coagulated.
| Factor | SS | df | F | F0.05 | F0.01 |
| A | 443.242 | 2 | 74.096* | 19.000 | 99.000 |
| B | 18.616 | 2 | 3.112 | 19.000 | 99.000 |
| C | 18.402 | 2 | 3.076 | 19.000 | 99.000 |
| Error | 5.98 | 2 |
Note: A, the addition amount of starters (%); B, temperature of fermentation (oC); C, the addition amount of CaCl2 (%).
CONCLUSION
In summary, the conclusion can be drawn that the 5# compound strains constituted of SP1.1, TM11 and 34.5 with a mass ration of starter powders of 90:10:1 were selected as the starter to produce acid-coagulated cheese. The optimal processing parameters are strains addition 0.003%, fermentation temperature 4oC and CaCl2 0.03%. Moreover, the appropriate cutting time is 0.5 h after the fermentation when the pH of whey reached 4.6. The acid coagulated cheese produced according to these methods, tastes soft sour and refreshing.
ACKNOWLEDGEMENT
This study was financially supported by the National Science & Technology Pillar Program during the 12th Five-year (2013BAD18B06-03).
REFERENCES
- MA L, Zong and XX. (2006). Change of acid-coagulated cheese during processing and storage. Journal of Dairy Science and Technology. 5(2), 65-67.
- Guneser, Yucceer O and YK. (2011). Characterization of aroma-active compounds, chemical and sensory properties of acid-coagulated cheese: Circassian cheese. International Journal of Dairy Technology. 64(4), 517-525.
- Hydamaka AW, wilbey RA, lewis MJ, kuo, et al. (2001). Manufacture of heat and acid coagulated cheese from ultrafiltered milk retentates. Food Research International. 34(2-3), 197- 205.
- JIN Y. (2010). Advancement and expectation of Chinese dairy industry. China Dairy. (4), 104-106.
- FARKYE NY. (2004). Cheese Technology. International Journal of Dairy Technology. 57(2-3), 91-98.
- Bukhari SAA, Pathak V, Bhat ZF and Ahmad SR. (2012). Effect of Ambient Storage on the Quality Characteristics of Kaladhi: An Acid Coagulated Milk Product. American Journal of Food Technology. 7(4), 192-203.
- Alalade OA and Adeneye JA. (2007). The effect of shortterm frozen storage on the chemical composition and coliform microflora of Wara Cheese "Wara Cheese on frozen storage". American Journal of Food Technology. 2(1), 44-47.
- Ayad EHE. (2009). Starter culture development for improving safety and quality of Domiati cheese. Food Microbiology. 26(5), 533-541.
- Ahmeda NH, Sodaa ME and Hassan AN. (2008). Improving the textural properties of an acid-coagulated (Karish) cheese using exopolysaccharide producing cultures. LWT-Food Science and Technology. 38(8), 843-847.
- Zhang S. (2008). The Research of Biodiversity and Screening of Lactic Acid Bacteria [D], Harbin Institute of Technology.
- Yang WD, Ren FZ and Zhang XY. (2010). Optimization of technological parameters for the production of cream cheese. Food Science. 31(14), 309-312.
- Pi YZ, Wang SQ and Du AN (2007). Study on coagulating property of soft cheese. Food Science and Technology. (04), 103-105.
- Shu YH and Yang DY. (2004). Technology research of soft cheese. China Dairy Industry. 32(11), 21-23.
- Murray JM and Delahjunt CM. (2000). Selection of Standards to reference terms in a Cheddar-Type cheese flavor language. Journal of Sensory Studies. 15(2), 179-199.
- Moller KK, Fergal P, Rattray and Ardo lva. (2013). Application of selected lactic acid bacteria and coagulant for improving the quality of low-salt Cheddar cheese: Chemical, microbiological and rheological evaluation. International Dairy Journal. 33, 163-174.
- Guneser O and Yucee YK. (2011). Characterisation of aroma-active compounds, chemical and sensory properties of acid-coagulated cheese: Circassian cheese. International Journal of Dairy Technology. 64(4), 517-526.
- Pereira CI, Neto DM, Capucho JC, Gomes AMP et al. (2010). How three adventitious lactic acid bacteria affect proteolysis and organic acid production in model Portuguese cheeses manufactured from several milk sources and two alternative coagulants. Journal of Dairy Science. 93, 1335-1344.
- Hassan AN, Corredig M, Frank JF and Elsoda M. (2004). Microstructure and rheology of an acid-coagulated cheese (Karish) made with an exopolysaccharide-producing Streptococcus thermophilus strain and its exopolysaccharide non-producing genetic variant. Journal of Dairy Research 71, 116-120.